
Page 332 - 4304
P. 332
4) Приварюють перший пояс до днища двостороннім
тавровим швом (див. рис. 7.13), а накладні стики між поперечними
окрайками.
Перший пояс приварюють до днища в два шари одночасно
декількома зварниками з двох сторін таврового шва. Зварювання
внутрішнього шва повинно випереджати зварювання зовнішнього
приблизно на 200-400 мм. При роздільному зварюванні, в першу
чергу, заварюють внутрішній шов, а потім – зовнішній.
5) Заварюють замикаючий контур між кільцем з окрайків і
полотна днища в такій послідовності: спочатку заварюють всі
поперечні кромки, які з’єднують окрайки зі смугами, а потім
повздовжні з'єднання внакладку смуг і окрайків.
Технологічна послідовність зварювання корпусу
Корпус резервуару починають зварювати з першого поясу
послідовно до верхнього включно.
Щоб зменшити деформації і внутрішнє напруження при
зварюванні швів корпусу, необхідно витримувати певну послідовність.
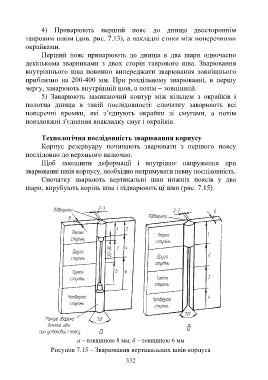
Спочатку зварюють вертикальні шви нижніх поясів у два
шари, вирубують корінь шва і підварюють ці шви (рис. 7.15).
а – товщиною 8 мм, б – товщиною 6 мм
Рисунок 7.15 – Зварювання вертикальних швів корпуса
332