
Page 27 - 112
P. 27
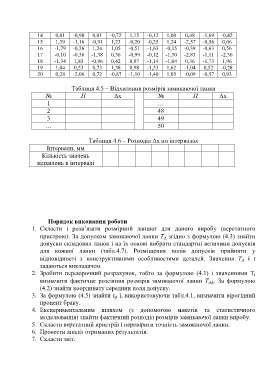
14 0,01 -0,90 0,01 -0,72 1,15 -0,12 1,00 0,48 -1,69 -0,42
15 1,39 -1,16 -0,91 1,23 -0,20 -0,25 1,24 -2,57 -0,56 0,06
16 -1,79 -0,26 1,24 1,05 -0,51 -1,63 -0,15 -0,39 -0,63 0,56
17 -0,10 -0,36 -1,38 0,36 -0,99 -0,12 -1,70 -2,83 -1,11 -2,36
18 -1,34 1,83 -0,96 0,42 0,97 -1,14 -1,04 0,36 -1,73 1,96
19 1,04 0,53 0,73 1,38 0,98 -1,33 1,62 -1,04 0,52 -0,28
20 0,28 -2,06 0,72 -0,87 -1,10 -1,40 1,05 -0,09 -0,57 0,93
Таблиця 4.5 – Відхилення розмірів замикаючої ланки
№ Н Δх № Н Δх
1 …
2 48
3 49
… 50
Таблиця 4.6 – Розподіл Δх по інтервалах
Інтервали, мм
Кількість значень
відхилень в інтервалі
Порядок виконання роботи
1. Скласти і розв’язати розмірний ланцюг для даного виробу (верстатного
пристрою). За допуском замикаючої ланки Т згідно з формулою (4.3) знайти
допуски складових ланок і на їх основі вибрати стандартні величини допусків
для кожної ланки (табл.4.7). Розміщення полів допусків прийняти у
відповідності з конструктивними особливостями деталей. Значення Т і t
задаються викладачем.
2. Зробити перевірочний розрахунок, тобто за формулою (4.1) і значеннями Т і
визначити фактичне розсіяння розмірів замикаючої ланки Т ф. За формулою
(4.2) знайти координату середини поля допуску.
3. За формулою (4.5) знайти t ф і, використовуючи табл.4.1, визначити вірогідний
процент браку.
4. Експериментальним шляхом (з допомогою макетів та статистичного
моделювання) знайти фактичний розподіл розмірів замикаючої ланки виробу.
5. Скласти верстатний пристрій і перевірити точність замикаючої ланки.
6. Провести аналіз отриманих результатів.
7. Скласти звіт.