
Page 24 - 112
P. 24
метод припасування;
метод регулювання.
Кожен з методів має свої переваги і недоліки. В умовах масового і серійного
виробництва, при складанні багатоланкових з’єднань, найбільш прийнятним є
метод неповної взаємозамінності, при якому забезпечення точності замикаючої
ланки базується на врахуванні вірогідності статистичного розподілу розмірів
деталей-ланок.
При розрахунках складальних розмірних ланцюгів можуть бути дві задачі:
1) перевірочний розрахунок, коли згідно з заданими допусками складових ланок
визначається допуск замикаючої ланки;
2) проектний розрахунок, коли відомі допустимі відхилення замикаючої ланки і
потрібно знайти допуски складових ланок.
При досягненні точності за методом неповної взаємозамінності для лінійних
ланцюгів у першій задачі допуск замикаючої ланки визначається за формулою
2
T t 2 T , (4.1)
i i
де t – коефіцієнт ризику, який характеризує процент виходу розрахункових
відхилень за межі допуску (табл.4.1);
– коефіцієнт відносного розсіяння, який характеризує закон розподілу розмірів
(табл.4.2);
– передавальне відношення ланок (для лінійних ланцюгів з паралельними
i
ланками =1);
i
Т і – допуски складових ланок.
Таблиця 4.1 – Значення коефіцієнта t та процент виходу розрахункових відхилень
за межі допуску
t 3 2,9 2,8 2,7 2,6 2,5 2,4 2,3 2,2 2,1 2,0 1,9
% 0,27 0,38 0,51 0,69 0,93 1,24 1,64 2,14 2,78 3,57 4,55 5,74
Координата середини поля допуску замикаючої ланки відносно
номінального розміру
T T
x i x i i i ,
2 2
де Т і – координати середини поля допуску складових ланок;
і, – коефіцієнти відносної асиметрії, які характеризують асиметрію кривої
розсіювання розмірів (табл.4.2).
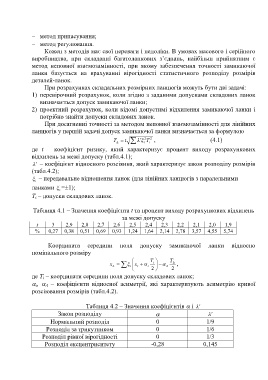
Таблиця 4.2 – Значення коефіцієнтів і
Закон розподілу
Нормальний розподіл 0 1/9
Розподіл за трикутником 0 1/6
Розподіл рівної вірогідності 0 1/3
Розподіл ексцентриситету -0,28 0,145