
Page 30 - 6794
P. 30
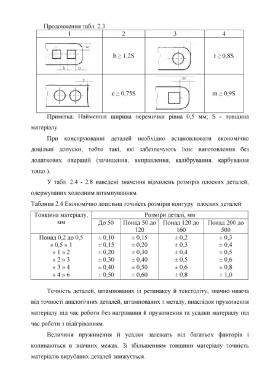
Продовження табл. 2.3
1 2 3 4
і
С і
Ь > 1,28 ї > 0,88
( С N Г
У й
т
_ Е_
1
с> 0,758 N т > 0,98
X )
Д 1
і - =
Примітка: Найменша ширина перемички рівна 0,5 мм; Б - товщина
матеріалу.
При конструюванні деталей необхідно встановлювати економічно
доцільні допуски, тобто такі, які забезпечують їхнє виготовлення без
додаткових операцій (зачищення, виправлення, калібрування, карбування
тощо.).
У табл. 2.4 - 2.8 наведені значення відхилень розмірів плоских деталей,
одержуваних холодним штампуванням.
Таблиця 2.4 Економічно доцільна точність розмірів контуру плоских деталей
Товщина матеріалу, Розміри деталі, мм
мм До 50 Понад 50 до Понад 120 до Понад 200 до
120 160 500
Понад 0,2 до 0,5 ±0,10 ±0,15 ±0,2 ±0,3
» 0,5 » 1 ±0,15 ±0,20 ±0,3 ±0,4
» 1 » 2 ±0,20 ±0,30 ±0,4 ±0,5
» 2 » 3 ±0,30 ±0,40 ±0,5 ±0,6
» 3 » 4 ±0,40 ±0,50 ±0,6 ±0,8
» 4 » 6 ±0,50 ±0,60 ±0,8 ±1,0
Точність деталей, штампованих із ретинаксу й текстоліту, значно нижча
від точності аналогічних деталей, штампованих з металу, внаслідок пружинення
матеріалу під час роботи без нагрівання й пружинення та усадки матеріалу під
час роботи з підігріванням.
Величини пружинення й усадки залежать від багатьох факторів і
коливаються в значних межах. Зі збільшенням товщини матеріалу точність
матеріалів вирубаних деталей знижується.