
Page 177 - 6794
P. 177
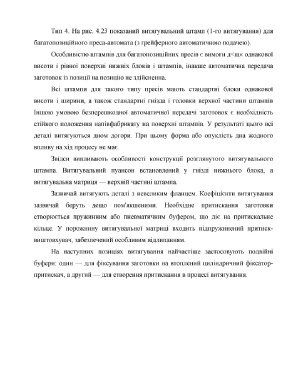
Тип 4. На рис. 4.23 показаний витягувальний штамп (1-го витягування) для
багатопозиційного преса-автомата (з грейферного автоматичною подачею).
Особливістю штампів для багатопозиційних пресів є вимоги д<щ« однакової
висоти і рівної поверхні нижніх блоків і штампів, інакше автоматична передача
заготовок із позиції на позицію не здійсненна.
Всі штампи для такого типу пресів мають стандартні блоки однакової
висоти і ширини, а також стандартні гнізда і головки верхної частини штампів
Іншою умовою безперешкодної автоматичної передачі заготовок є необхідність
стійкого положення напівфабрикату на поверхні штампів. У результаті цього всі
деталі витягуються дном догори. При цьому форма або опуклість дна жодного
впливу на хід процесу не має.
Звідси випливають особливості конструкції розглянутого витягувального
штампа. Витягувальний пуансон встановлений у гнізді нижнього блока, а
витягувальна матриця — верхній частині штампа.
Зазвичай витягують деталі з невеликим фланцем. Коефіцієнти витягування
зазвичай беруть дещо пом'якшеними. Необхідне притискання заготовки
створюється пружинним або пневматичним буфером, що діє на притискальне
кільце. У порожнину витягувальної матриці входить підпружинений притиск-
виштовхувач, забезпечений особливим відлипанням.
На наступних позиціях витягування найчастіше застосовують подвійні
буфери: один — для фіксування заготовки на втоплений циліндричний фіксатор-
притискач, а другий — для створення притискання в процесі витягування.