
Page 52 - 6732
P. 52
52
При обробці сталі на м'яких режимах (при W i <0,1 Дж і t i <100 мкс) білий
шар розташовується на поверхні заготовки окремими ділянками товщиною
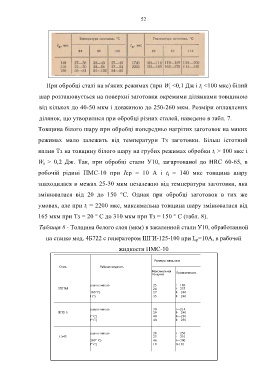
від кількох до 40-50 мкм і довжиною до 250-260 мкм. Розміри оплавлених
ділянок, що утворилися при обробці різних сталей, наведено в табл. 7.
Товщина білого шару при обробці попередньо нагрітих заготовок на мяких
режимах мало залежить від температури Тз заготовки. Більш істотний
вплив Тз на товщину білого шару на грубих режимах обробки t i > 100 мкс і
W i > 0,2 Дж. Так, при обробці стали У10, загартованої до НRС 60-65, в
робочій рідині ПМС-10 при Iср = 10 А і t i = 140 мкс товщина шару
знаходилася в межах 25-30 мкм незалежно від температури заготовки, яка
змінювалася від 20 до 150 °С. Однак при обробці заготовок в тих же
умовах, але при t i = 2200 мкс, максимальна товщина шару змінювалася від
165 мкм при Тз = 20 ° С до 310 мкм при Тз = 150 ° С (табл. 8).
Таблиця 8 - Толщина белого слоя (мкм) в закаленной стали У10, обработанной
на станке мод. 4Б722 с генератором ШГИ-125-100 при І ср=10А, в рабочей
жидкости ПМС-10
Размеры зоны, мкм
Сталь Рабочая жидкость
Максимальная
толщина Протяженность
Индустриальное масло 25 42—180
5ХНМ 20 80—255
Парафин (100’С) 27 110—240
6 (70 С) 35 120—240
Индустриальное масло 30 38—214
ШХ15 6 (28° С) 29 130—240
200—230
40
6 (70° С) 40 160—250
Индустриальное масло 28 50—250
Ст45 25 95—210
Парафин (100° С) 46 54—300
6 (70° С) 19 50-130