
Page 37 - 6732
P. 37
37
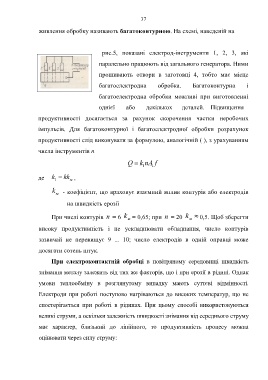
живлення обробку називають багатоконтурною. На схемі, наведеній на
рис.5, показані електрод-інструменти 1, 2, 3, які
паралельно працюють від загального генератора. Ними
прошивають отвори в заготовці 4, тобто має місце
багатоелектродна обробка. Багатоконтурна і
багатоелектродна обробки можливі при виготовленні
однієї або декількох деталей. Підвищення
продуктивності досягається за рахунок скорочення частки неробочих
імпульсів. Для багатоконтурної і багатоелектродної обробки розрахунок
продуктивності слід виконувати за формулою, аналогічній ( ), з урахуванням
числа інструментів n
Q k nA f
1 i
де k kk ,
1
м
k м - коефіцієнт, що враховує взаємний вплив контурів або електродів
на швидкість ерозії
При числі контурів n = 6 k м = 0,65; при n = 20 k 0,5. Щоб зберегти
м
високу продуктивність і не ускладнювати обладнання, число контурів
зазвичай не перевищує 9 ... 10; число електродів в одній оправці може
досягати сотень штук.
При електроконтактній обробці в повітряному середовищі швидкість
знімання металу залежить від тих же факторів, що і при ерозії в рідині. Однак
умови теплообміну в розглянутому випадку мають суттєві відмінності.
Електроди при роботі поступово нагріваються до високих температур, що не
спостерігається при роботі в рідинах. При цьому способі використовуються
великі струми, а оскільки залежність швидкості знімання від середнього струму
має характер, близький до лінійного, то продуктивність процесу можна
оцінювати через силу струму: