
Page 61 - 6722
P. 61
найвища продуктивність;
- забезпечення сприятливих умов праці;
- можливість автоматизації процесу і включення його в
потокову або автоматичну лінії.
Високочастотне гартування широко застосовується для
поверхневого зміцнення сталевих виробів при масовому або
крупносерійному виробництві.
0
t, C
1
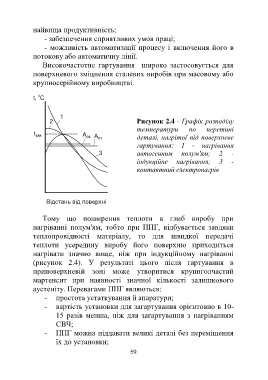
2 Рисунок 2.4 - Графік розподілу
температури по перетині
t 3AK
A C3 A C1 деталі, нагрітої під поверхневе
гартування: 1 - нагрівання
3 автогенним полум'ям; 2 -
індукційне нагрівання; 3 -
контактний електронагрів
Відстань від поверхні
Тому що поширення теплоти в глиб виробу при
нагріванні полум'ям, тобто при ППГ, відбувається завдяки
теплопровідності матеріалу, то для швидкої передачі
теплоти усередину виробу його поверхню приходиться
нагрівати значно вище, ніж при індукційному нагріванні
(рисунок 2.4). У результаті цього після гартування в
приповерхневій зоні може утворитися крупнголчастий
мартенсит при наявності значної кількості залишкового
аустеніту. Перевагами ППГ являються:
- простота устаткування й апаратури;
- вартість установки для загартування орієнтовно в 10-
15 разів менша, ніж для загартування з нагріванням
СВЧ;
- ППГ можна піддавати великі деталі без переміщення
їх до установки;
59