
Page 112 - 6722
P. 112
поверхні ведеться «на спуск». Деякі з цих прийомів показані
на рисунку 5.1;
- застосуванням «холостих», тобто не включених у
зварний ланцюг присадкових стрижнів. Ці стрижні
плавляться за рахунок тепла дуги і дещо зменшують
температуру ванни, що сприяє росту продуктивності
наплавлення з одночасним зменшенням глибини
проплавлення основного металу. Такі стрижні при РДН
можуть подаватися в дугу лівою рукою зварника або
включенням у гребінку електродів без приєднання їх до
джерела струму. При автоматичному і електрошлаковому
наплавленні «холостий» дріт (один або декілька) подається
спеціальним механізмом без підєднання його до джерела
струму.
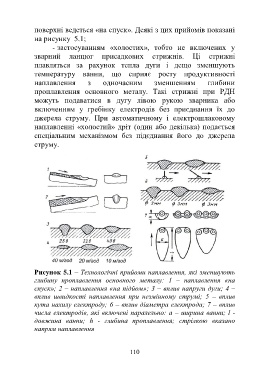
Рисунок 5.1 – Технологічні прийоми наплавлення, які зменшують
глибину проплавлення основного металу: 1 – наплавлення «на
спуск»; 2 – наплавлення «на підйом»; 3 – вплив напруги дуги; 4 –
вплив швидкості наплавлення при незмінному струмі; 5 – вплив
кута нахилу електроду; 6 – вплив діаметра електрода; 7 – вплив
числа електродів, які включені паралельно: а – ширина ванни; l -
довжина ванни; h - глибина проплавлення; стрілкою вказано
напрям наплавлення
110