
Page 138 - 6183
P. 138
карданні вали та ін. – перед видаленням дефектного елемента вимагають
місцевого відпуску);
2) виготовлення замінної частини (матеріал замінної частини беруть
такий же, як основний: виготовляють цю частину зразу ж під номінальний
розмір без припусків на подальшу обробку, за виключенням випадків, коли
потрібне дотримання співвісності або точності взаємного розташування, що
фіксується по цій частині деталі; якщо замінну частину деталі необхідно
термічно обробити, та це виконують до встановлення її на основну деталь);
3) з’єднання і закріплення замінної частини (виконують посадкою на
різі, запресуванням і приварюванням; вали і трубчасті деталі зварюють
стиковим зварюванням або зварюванням тертям; для зняття напружень, які
виникли при зварюванні застосовують нормалізацію або відпал);
4) кінцева механічна обробка і контроль (за необхідності встановлену
частину обробляють під номінальний розмір і у всіх деталей перевіряють
співвісність та взаємне розташування всіх елементів).
6.2.2 Слюсарно-механічні способи відновлення деталей
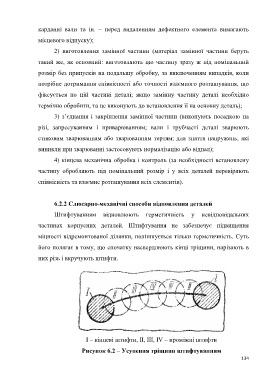
Штифтуванням відновлюють герметичність у невідповідальних
частинах корпусних деталей. Штифтування не забезпечує підвищення
міцності відремонтованої ділянки, поліпшується тільки герметичність. Суть
його полягає в тому, що спочатку насвердлюють кінці тріщини, нарізають в
них різь і вкручують штифти.
І – кінцеві штифти, ІІ, ІІІ, IV – проміжні штифти
Рисунок 6.2 – Усунення тріщини штифтуванням
134