
Page 35 - 4945
P. 35
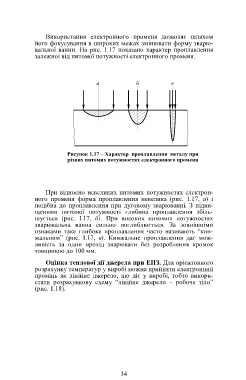
Використання електронного променя дозволяє шляхом
його фокусування в широких межах змінювати форму зварю-
вальної ванни. На рис. 1.17 показано характер проплавлення
залежноі від питомої потужності електронного променя.
а б в
Рисунок 1.17 – Характер проплавлення металу при
різних питомих потужностях електронного променя
При відносно невеликих питомих потужностях електрон-
ного променя форма проплавлення невелика (рис. 1.17, а) і
подібна до проплавлення при дуговому зварюванні. З підви-
щенням питомої потужності глибина проплавлення збіль-
шується (рис. І.17, б). При високих питомих потужностях
зварювальна ванна сильно поглиблюється. За зовнішніми
ознаками таке глибоке проплавлення часто називають “кин-
жальним” (рис. І.17, в). Кинжальне проплавлення дає мож-
ливість за один прохід зварювати без розроблення кромок
товщиною до 100 мм.
Оцінка теплової дії джерела при ЕПЗ. Для орієнтовного
розрахунку температур у виробі можна прийняти електронний
промінь як лінійне джерело, що діє у виробі, тобто викори-
стати розрахункову схему “лінійне джерело – робоче тіло”
(рис. 1.18).
34