
Page 80 - 4737
P. 80
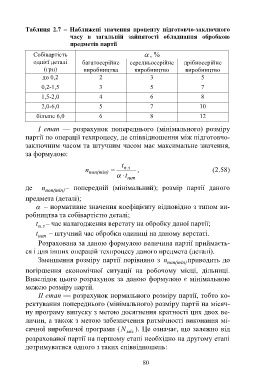
Таблиця 2.7 – Наближені значення проценту підготовчо-заключного
часу в загальній зайнятості обладнання обробкою
предметів партії
Собівартість , %
однієї деталі багатосерійне середньосерійне дрібносерійне
(грн) виробництва виробництво виробництво
до 0,2 2 3 5
0,2-1,5 3 5 7
1,5-2,0 4 6 8
2,0-6,0 5 7 10
більше 6,0 6 8 12
І етап — розрахунок попереднього (мінімального) розміру
партії по операції техпроцесу, де співвідношення між підготовчо-
заключним часом та штучним часом має максимальне значення,
за формулою:
t
n поп (min) з . п , (2.58)
t
шт
де n поп (min) – попередній (мінімальний); розмір партії даного
предмета (деталі);
– нормативне значення коефіцієнту відповідно з типом ви-
робництва та собівартістю деталі;
t з . п – час налагодження верстату на обробку даної партії;
t шт – штучний час обробки одиниці на даному верстаті.
Розрахована за даною формулою величина партії приймаєть-
ся і для інших операцій техпроцесу даного предмета (деталі).
Зменшення розміру партії порівняно з n поп (min) приводить до
погіршення економічної ситуації на робочому місці, дільниці.
Внаслідок цього розрахунок за даною формулою є мінімальною
межею розміру партії.
ІІ етап — розрахунок нормального розміру партії, тобто ко-
ректування попереднього (мінімального) розміру партії на місяч-
ну програму випуску з метою досягнення кратності цих двох ве-
личин, а також з метою забезпечення ритмічності виконання мі-
сячної виробничої програми ( N міс ). Це означає, що залежно від
розрахованої партії на першому етапі необхідно на другому етапі
дотримуватися одного з таких співвідношень:
80