
Page 309 - 4694
P. 309
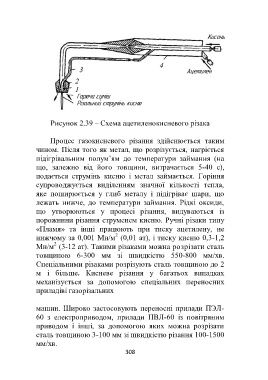
Рисунок 2.39 – Схема ацетиленокисневого різака
Процес газокисневого різання здійснюється таким
чином. Після того як метал, що розрізується, нагріється
підігрівальним полум’ям до температури займання (на
що, залежно від його товщини, витрачається 5-40 с),
подається струмінь кисню і метал займається. Горіння
супроводжується виділенням значної кількості тепла,
яке поширюється у глиб металу і підігріває шари, що
лежать нижче, до температури займання. Рідкі оксиди,
що утворюються у процесі різання, видуваються із
порожнини різання струменем кисню. Ручні різаки типу
«Пламя» та інші працюють при тиску ацетилену, не
2
нижчому за 0,001 Мн/м (0,01 ат), і тиску кисню 0,3-1,2
2
Мн/м (3-12 ат). Такими різаками можна розрізати сталь
товщиною 6-300 мм зі швидкістю 550-800 мм/хв.
Спеціальними різаками розрізують сталь товщиною до 2
м і більше. Кисневе різання у багатьох випадках
механізується за допомогою спеціальних переносних
приладіві газорізальних
машин. Широко застосовують переносні прилади ПЭЛ-
60 з електроприводом, прилади ПВЛ-60 із повітряним
приводом і інші, за допомогою яких можна розрізати
сталь товщиною 3-100 мм зі швидкістю різання 100-1500
мм/хв.
308