
Page 188 - 4694
P. 188
деталей, їх контроль, очищення робочої зони верстата,
підналагодження і заміна інструменту.
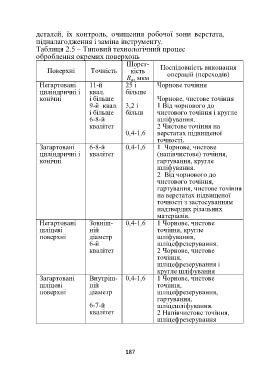
Таблиця 2.5 – Типовий технологічний процес
оброблення окремих поверхонь
Шорст- Послідовність виконання
Поверхні Точність кість операцій (переходів)
R a, мкм
Негартовані 11-й 25 і Чорнове точіння
циліндричні і квал. більше
конічні і більше Чорнове, чистове точіння
9-й квал. 3,2 і 1 Від чорнового до
і більше більш чистового точіння і кругле
6-8-й шліфування.
квалітет 2 Чистове точіння на
0,4-1,6 верстатах підвищеної
точності.
Загартовані 6-8-й 0,4-1,6 1 Чорнове, чистове
циліндричні і квалітет (напівчистове) точіння,
конічні гартування, кругле
шліфування.
2 Від чорнового до
чистового точіння,
гартування, чистове точіння
на верстатах підвищеної
точності з застосуванням
надтвердих різальних
матеріалів.
Негартовані Зовніш- 0,4-1,6 1 Чорнове, чистове
шліцеві ній точіння, кругле
поверхні діаметр шліфування,
6-й шліцефрезерування.
квалітет 2 Чорнове, чистове
точіння,
шліцефрезерування і
кругле шліфування
Загартовані Внутріш- 0,4-1,6 1 Чорнове, чистове
шліцеві ній точіння,
поверхні діаметр шліцефрезерування,
гартування,
6-7-й шліцешліфування.
квалітет 2 Напівчистове точіння,
шліцефрезерування
187