
Page 193 - 4694
P. 193
при кожному подвійному ході оброблюваної заготовки.
Шліци повинні бути симетричні відносно осі вала.
Допустиме відхилення не повинне перевищувати 0,03
мм.
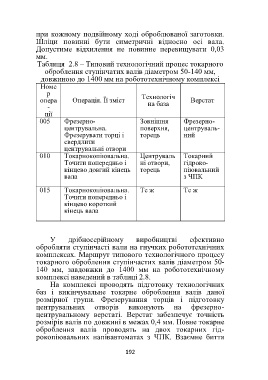
Таблиця 2.8 – Типовий технологічний процес токарного
оброблення ступінчатих валів діаметром 50-140 мм,
довжиною до 1400 мм на робототехнічному комплексі
Номе
р Технологіч
опера Операція. Її зміст на база Верстат
-
ції
005 Фрезерно- Зовнішня Фрезерно-
центрувальна. поверхня, центруваль-
Фрезерувати торці і торець ний
свердлити
центрувальні отвори
010 Токарнокопіювальна. Центруваль Токарний
Точити попередньо і ні отвори, гідроко-
кінцево довгий кінець торець піювальний
вала з ЧПК
015 Токарнокопіювальна. Те ж Те ж
Точити попередньо і
кінцево короткий
кінець вала
У дрібносерійному виробництві ефективно
обробляти ступінчасті вали на гнучких робототехнічних
комплексах. Маршрут типового технологічного процесу
токарного оброблення ступінчастих валів діаметром 50-
140 мм, завдовжки до 1400 мм на робототехнічному
комплексі наведений в таблиці 2.8.
На комплексі проводять підготовку технологічних
баз і викінчувальне токарне оброблення валів даної
розмірної групи. Фрезерування торців і підготовку
центрувальних отворів виконують на фрезерно-
центрувальному верстаті. Верстат забезпечує точність
розмірів валів по довжині в межах 0,4 мм. Повне токарне
оброблення валів проводять на двох токарних гід-
рокопіювальних напівавтоматах з ЧПК. Взаємне биття
192