
Page 237 - 4655
P. 237
Згвинчують штанги рекомендованим моментом, який гарантує
монолітність стику ніпеля і муфти, для забезпечення надійної
герметичності різьбового з'єднання і втомної міцності.
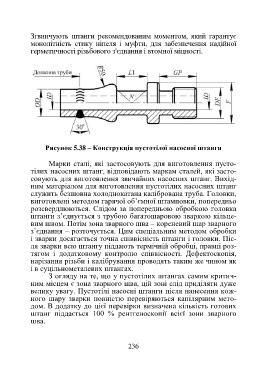
Рисунок 5.38 – Конструкція пустотілої насосної штанги
Марки сталі, які застосовують для виготовлення пусто-
тілих насосних штанг, відповідають маркам сталей, які засто-
совують для виготовлення звичайних насосних штанг. Вихід-
ним матеріалом для виготовлення пустотілих насосних штанг
служить безшовна холоднокатана калібрована труба. Головки,
виготовлені методом гарячої об’ємної штамповки, попередньо
розсвердлюються. Слідом за попередньою обробкою головка
штанги з’єднується з трубою багатошаровою зваркою кільце-
вим швом. Потім зона зварного шва – кореневий шар зварного
з’єднання – розточується. Цим спеціальним методом обробки
і зварки досягається точна співвісність штанги і головки. Піс-
ля зварки всю штангу піддають термічній обробці, правці роз-
тягом і додатковому контролю співвісності. Дефектоскопія,
нарізання різьби і калібрування проводять таким же чином як
і в суцільнометалевих штангах.
З огляду на те, що у пустотілих штангах самим критич-
ним місцем є зона зварного шва, цій зоні слід приділяти дуже
велику увагу. Пустотілі насосні штанги після нанесення кож-
ного шару зварки повністю перевіряються капілярним мето-
дом. В додатку до цієї перевірки визначена кількість готових
штанг піддається 100 % рентгеноскопії всієї зони зварного
шва.
236