
Page 171 - 4531
P. 171
Але на таких установках можна зварювати деталі
обмежених розмірів (звичайно діаметром до 80 мм).
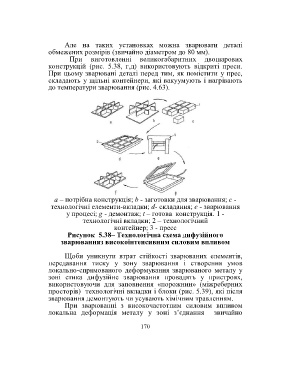
При виготовленні великогабаритних двошарових
конструкцій (рис. 5.38, г,д) використовують відкриті преси.
При цьому зварювані деталі перед тим, як помістити у прес,
складають у щільні контейнери, які вакуумують і нагрівають
до температури зварювання (рис. 4.63).
а – потрібна конструкція; b - заготовки для зварювання; с -
технологічні елементи-вкладки; d- складання; e - зварювання
у процесі; g - демонтаж; t – готова конструкція. 1 -
технологічні вкладки; 2 – технологічний
контейнер; 3 - пресс
Рисунок 5.38– Технологічна схема дифузійного
зварюванняз високоінтенсивним силовим впливом
Щоби уникнути втрат стійкості зварюваних елементів,
передавання тиску у зону зварювання і створення умов
локально-спрямованого деформування зварюваного металу у
зоні стика дифузійне зварювання провадять у пристроях,
використовуючи для заповнення «порожнин» (міжреберних
просторів) технологічнi вкладки і блоки (рис. 5.39), які після
зварювання демонтують чи усувають хімічним травленням.
При зварюванні з високочастотним силовим впливом
локальна деформація металу у зоні з’єднання звичайно
170