
Page 169 - 4531
P. 169
приповерхневих шарів, що зумовлюється прикладанням
зовнішніх стискальних напружень і нагріванням металу.
Під час деформування зварюваних поверхонь, на яких
нема оксидів, відбувається їх активація і під час фізичного
контакту між такими поверхнями вони схоплюються.
При дифузійному зварюванні однакових металів зварне
з’єднання має однакову міцність з основним матеріалом, якщо
структура зони з’єднанння не відрізняється від структури
основного металу. Для цього у зоні контакту повинні
утворюватися спільні для з’єднуваних матеріалів зерна. Це є
можливе за рахунок міграції меж зерен, що досягається або
рекристалізацією обробки, або збиральною рекристалізацією.
За допомогою дифузійного зварювання у вакуумі
одержують високоякісні з’єднання кераміки з коваром, міддю,
титаном, жароміцних і тугоплавких металів і сплавів,
електровакуумного скла, оптичної кераміки, сапфірy, графіту
з металами, композиційних і порошкових матеріалів тощо.
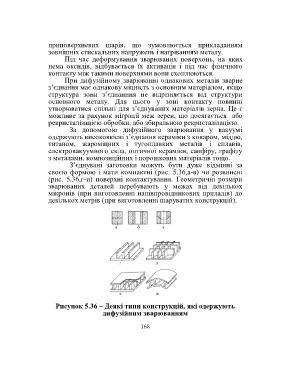
З’єднувані заготовки можуть бути дуже відмінні за
своєю формою і мати компактні (рис. 5.36,а-в) чи розвинені
(рис. 5.36,г-и) поверхні контактування. Геометричні розміри
зварюваних деталей перебувають у межах від декількох
мікронів (при виготовленні напівпровідникових приладів) до
декількох метрів (при виготовленні шаруватих конструкцій).
Рисунок 5.36 – Деякі типи конструкцій, які одержують
дифузійним зварюванням
168