
Page 170 - 4531
P. 170
Схематично процес дифузійного зварювання можна
подати так. Зварювані заготовки складають у пристрої, який
дає змогу передавати тиск у зону стика, вукуумують і
нагрівають до температури зварювання. Після цього
прикладають стискальний тиск на заданий період часу. У
деяких випадках після зняття тиску виріб додатково
витримують при температурі зварювання для повнішого
перебігу процесів рекристалізації, які сприяють формуванню
якісного з’єднання. Після закінчення циклу зварювання
з’єднання охолоджується у вакуумі, інертному середовищі
або на повітрі залежно від типу обладнання.
Залежно від напружень, які спричиняють деформування
металу у зоні контакту і зумовлюють процес формування
дифузійного з’єднання, доцільно умовно розрізняти
зварювання з високоінтенсивним (Р ≥ 20 МПа) і
низькоінтенсивним (Р ≤ 2 МПа) силовим впливом.
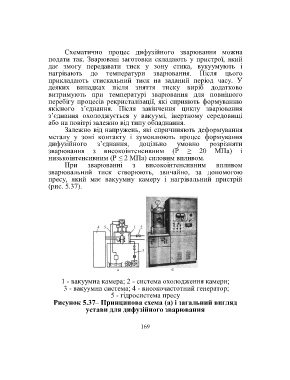
При зварюванні з високоінтенсивним впливом
зварювальний тиск створюють, звичайно, за допомогою
пресу, який має вакуумну камеру і нагрівальний пристрій
(рис. 5.37).
1 - вакуумна камера; 2 - система охолодження камери;
3 - вакуумна система; 4 - високочастотний генератор;
5 - гідросистема пресу
Рисунок 5.37– Принципова схема (а) і загальний вигляд
устави для дифузійного зварювання
169