
Page 144 - 4531
P. 144
Зварювані деталі 1 попередньо стискаються
притискачами 3 чи одночасно з втискання пуансону 2.
Наявність зони обтискання навколо втискуваного пуансону
зменшує жолоблення деталей, підвищує напружений стан у
зоні зварювання, що спричиняє перефирійний провар за
площею відбитку пуансону. Але при цьому постають технічні
труднощі, пов’язані зі створенням двох високих тисків на
малій поверхні і усуненням затікання металу між пуансоном і
притискачем. Цей спосіб дає змогу зварювати
низькопластичні матеріали.
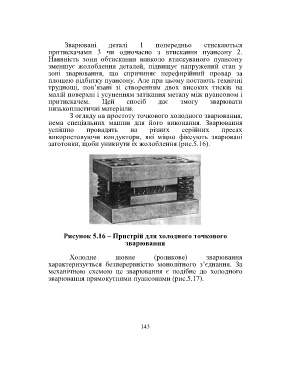
З огляду на простоту точкового холодного зварювання,
нема спеціальних машин для його виконання. Зварювання
успішно провадять на різних серійних пресах
використовуючи кондуктори, які міцно фіксують зварювані
заготовки, щоби уникнути їх жолоблення (рис.5.16).
Рисунок 5.16 – Пристрій для холодного точкового
зварювання
Холодне шовне (роликове) зварювання
характеризується безперервністю монолітного з’єднання. За
механічною схемою це зварювання є подібне до холодного
зварювання прямокутними пуансонами (рис.5.17).
143