
Page 140 - 4531
P. 140
Відстань від місця підведення струму до місця збігу
ребер звичайно перебуває у межах від 25 до 300 мм. На цьому
відрізку і нагрівають зварювані заготовки.
Зварювання тиском без оплавлення провадиться з
попереднім нагріванням зварюваних поверхонь до
температури нижчої від точки плавлення зварюваного металу.
0
Температура нагрівання не перевищує 400 С; осідання – 2,5-
6,0 мм; швидкість осідання – 20 мм/с. Процес зварювання без
відновлювального середовища може забезпечувати задовільну
якість з’єднання тільки у вузькому інтервалі температур і при
деформаціях, достатніх для руйнування оксидних плівок на
зварюваних поверхнях.
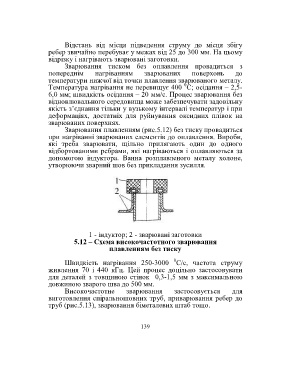
Зварювання плавленням (рис.5.12) без тиску провадиться
при нагріванні зварюваних елементів до оплавлення. Вироби,
які треба зварювати, щільно прилягають один до одного
відбортованими ребрами, які нагріваються і оплавляються за
допомогою індуктора. Ванна розплавленого металу холоне,
утворюючи зварний шов без прикладання зусилля.
1 - індуктор; 2 - зварювані заготовки
5.12 – Схема високочастотного зварювання
плавленням без тиску
0
Швидкість нагрівання 250-3000 С/с, частота струму
живлення 70 і 440 кГц. Цей процес доцільно застосовувати
для деталей з товщиною стінок 0,3-1,5 мм з максимальною
довжиною зварого шва до 500 мм.
Високочастотне зварювання застосовується для
виготовлення спіральношовних труб, приварювання ребер до
труб (рис.5.13), зварювання біметалевих штаб тощо.
139