
Page 139 - 4531
P. 139
Виділення тепла у провіднику є пропорційне квадрату
густини струму, і при зварювальних процесах, які швидко
пробігають, коли тепловіддача не дуже впливає на
температурне поле, нерівномірність нагрівання може бути
значно вища, ніж нерівномірності розподілу струму. Тому
високочастотне нагрівання неефективне для зварювання
деталей великого діаметру і товстостінних труб.
Процеси високочастотного зварювання можна поділити
на три групи: зварювання тиском з оплавленням, зварювання
тиском без оплавлення і зварювання плавленням без тиску.
Зварювання тиском з оплавленням провадять при
попередньому нагріванні і місцевому розтопленні зварюваних
поверхонь. Для одержання якісного зварного з’єднаня треба,
щоби увесь оплавлений метал, який є у місці збігу зварюваних
елементів, був усунутий при осіданні. Цей процес релізується
у тому випадку, якщо швидкість осідання буде достатньою і
розтоплений метал не втратить властивостей рідкої плинності.
Зварне з’єднання утворюється між поверхнями, які
перебувають у твердому стані. Швидкість нагрівання сягає
4 0
15∙10 С/с; осідання - 0,15 - 1,5 мм; швидкість осідання - 2000
мм/с. Цей спосіб найпоширеніший при виробництві зварних
конструкцій з чорних і кольорових металів. Схеми
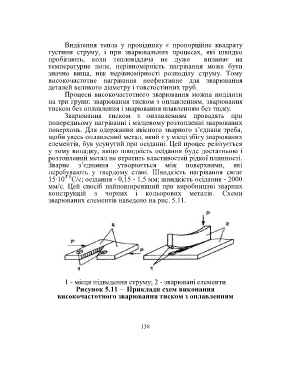
зварюваних елементів наведено на рис. 5.11.
1 - місця підведення струму; 2 - зварювані елементи
Рисунок 5.11 – Приклади схем виконання
високочастотного зварювання тиском з оплавленням
138