
Page 146 - 4531
P. 146
втискається у твердіший метал. Таке зварювання забезпечує
міцніші шви і при зварюванні однакових металів.
При роликовому зварюванні метал вільно пливе вздовж
осі шва. Це утруднює створення достатнього напруженого
стану металу у зоні з’єднання. Тому для досягнення провару
потрібна більша пластична деформація (на 2-6 % ), ніж при
точковому зварюванні. Напружений стан у зоні роликового
зварювання можна підвищити, збільшуючи діаметр роликів.
Звичайно діаметр ролика близький до 50d, ширина робочого
виступу (1 - 1,5)d, висота (0,8 - 0,9)d, а ширина опорної
частини ролика, яка обмежує деформації, у 2-3 рази більша
від ширини робочого виступу. Роликове зварювання
алюмінію завтовшки 1,0 мм при зварюваності 27 %
виконується зі швидкістю до 8-12 м/хв.
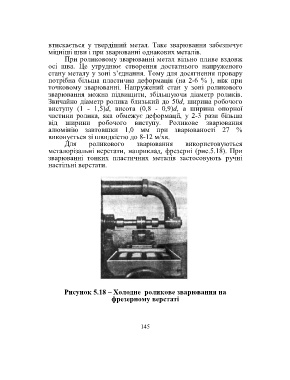
Для роликового зварювання використовуються
металорізальні верстати, наприклад, фрезерні (рис.5.18). При
зварюванні тонких пластичних металів застосовують ручні
настільні верстати.
Рисунок 5.18 – Холоднe роликове зварювання на
фрезерному верстаті
145