
Page 147 - 4531
P. 147
Одну із перших схем холодного стикового зварювання,
яка досі не втратила практичного значення, наведено на рис.
5.19
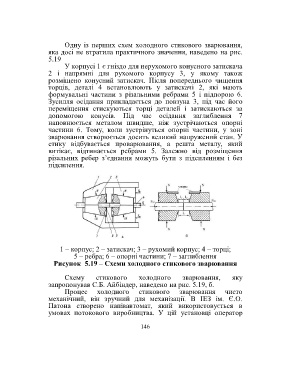
У корпусі 1 є гніздо для нерухомого конусного затискача
2 і напрямні для рухомого корпусу 3, у якому також
розміщено конусний затискач. Після попереднього чищення
торців, деталі 4 встановлюють у затискачі 2, які мають
формувальні частини з різальними ребрами 5 і підпорою 6.
Зусилля осідання прикладається до повзуна 3, під час його
переміщення стискуються торці деталей і затискаються за
допомогою конусів. Під час осідання заглиблення 7
наповнюється металом швидше, ніж зустрічаються опорні
частини 6. Тому, коли зустрінуться опорні частини, у зоні
зварювання створюється досить великий напружений стан. У
стику відбувається проварювання, а решта металу, який
витікає, відтинається ребрами 5. Залежно від розміщення
різальних ребер з’єднання можуть бути з підсиленням і без
підсилення.
1 – корпус; 2 – затискач; 3 – рухомий корпус; 4 – торці;
5 – ребра; 6 – опорні частини; 7 – заглиблення
Рисунок 5.19 – Схеми холодного стикового зварювання
Схему стикового холодного зварювання, яку
запропонував С.Б. Айбіндер, наведено на рис. 5.19, б.
Процес холодного стикового зварювання чисто
механічний, він зручний для механізації. В ІЕЗ ім. Є.О.
Патона створено напівавтомат, який використовується в
умовах потокового виробництва. У цій установці оператор
146