
Page 134 - 4531
P. 134
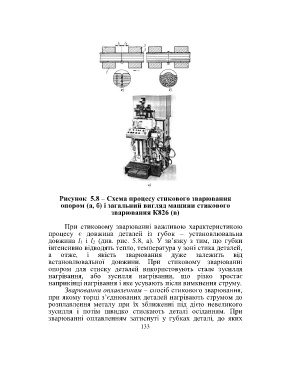
Рисунок 5.8 – Схема процесу стикового зварювання
опором (а, б) і загальний вигляд машини стикового
зварювання К826 (в)
При стиковому зварюванні важливою характеристикою
процесу є довжина деталей із губок – установлювальна
довжина l 1 і l 2 (див. рис. 5.8, а). У зв’язку з тим, що губки
інтенсивно відводять тепло, температура у зоні стика деталей,
а отже, і якість зварювання дуже залежить від
встановлювальної довжини. При стиковому зварюванні
опором для стиску деталей використовують стале зусилля
нагрівання, або зусилля нагрівання, що різко зростає
наприкінці нагрівання і яке усувають після вимкнення струму.
Зварювання оплавленням – спосіб стикового зварювання,
при якому торці з’єднюваних деталей нагрівають струмом до
розплавлення металу при їх зближенні під дією невеликого
зусилля і потім швидко стискають деталі осіданням. При
зварюванні оплавленням затиснуті у губках деталі, до яких
133