
Page 136 - 4531
P. 136
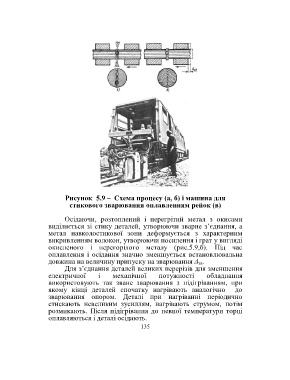
Рисунок 5.9 – Схема процесу (а, б) і машина для
стикового зварювання оплавленням рейок (в)
Осідаючи, розтоплений і перегрітий метал з окисами
виділяється зі стику деталей, утворюючи зварне з’єднання, а
метал навколостикової зони деформується з характерним
викривленням волокон, утворюючи посилення і грат у вигляді
окисленого і перегорілого металу (рис.5.9,б). Під час
оплавлення і осідання значно зменшується встановлювальна
довжина на величину припуску на зварювання Δ зв.
Для з’єднання деталей великих перерізів для зменшення
електричної і механічної потужності обладнання
використовують так зване зварювання з підігріванням, при
якому кінці деталей спочатку нагрівають аналогічно до
зварювання опором. Деталі при нагріванні періодично
стискають невеликим зусиллям, нагрівають струмом, потім
розмикають. Після підігрівання до певної температури торці
оплавляються і деталі осідають.
135