
Page 157 - 4302
P. 157
жному випадку важко буде забезпечити зварювання металу в ниж-
ній частині паза.
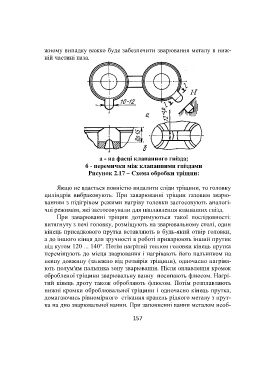
а - на фасці клапанного гнізда;
б - перемички між клапанними гніздами
Рисунок 2.17 – Схема обробки тріщин:
Якщо не вдається повністю видалити сліди тріщини, то головку
циліндрів вибраковують. При заварюванні тріщин газовим зварю-
ванням з підігрівом режими нагріву головки застосовують аналогі-
чні режимам, які застосовували для наплавлення клапанних гнізд.
При заварюванні тріщин дотримуються такої послідовності:
витягнуту з печі головку, розміщують на зварювальному столі, один
кінець присадкового прутка вставляють в будь-який отвір головки,
а до іншого кінця для зручності в роботі приварюють інший прутик
під кутом 120 ... 140°. Потім нагрітий теплом головки кінець прутка
переміщують до місця зварювання і нагрівають його пальником на
певну довжину (залежно від розмірів тріщини), одночасно нагріва-
ють полум'ям пальника зону зварювання. Після оплавлення кромок
обробленої тріщини зварювальну ванну посипають флюсом. Нагрі-
тий кінець дроту також обробляють флюсом. Потім розплавляють
нижні кромки оброблювальної тріщини і одночасно кінець прутка,
домагаючись рівномірного стікання крапель рідкого металу з прут-
ка на дно зварювальної ванни. При заповненні ванни металом необ-
157