
Page 7 - 181_
P. 7
Задача 2. Побудова та аналіз теоретичної
діаграми точності обробки циліндричних поверхонь
Початкові умови: на токарному верстаті планується виконати
чистову обробку циліндричних поверхонь діаметром d і довжиною l
(l=60 мм) великої партії валиків і при цьому забезпечити їх розміри в
межах заданого допуску (табл.1.1). Матеріал деталі – сталь 45, заготовка
– круглий гарячовальцьований прокат ( її точність вибрати за табл. 2.1 ).
Верстат попередньо налагоджують на розмір.
Завдання:
1) Визначити первинні (випадкові, постійні, систематичні) похибки і
сумарну похибку обробки валика.
2) Побудувати теоретичну діаграму точності обробки, за якою
визначити технологічну стійкість та налагоджуваний розмір.
При розв’язанні задачі слід враховувати вплив випадкових похибок,
які відхиляють (розсіюють) отримані розміри від налагодженого, і вплив
систематичних похибок, які змінюють розмір кожної наступної деталі
так, що він може вийти за межі поля допуску.
Література: [ 1; 4; 7 ].
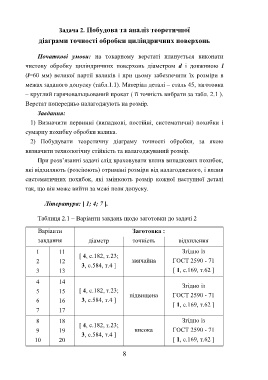
Таблиця 2.1 – Варіанти завдань щодо заготовки до задачі 2
Варіанти Заготовка :
завдання діаметр точність відхилення
1 11 Згідно із
[ 4, c.182, т.23;
2 12 звичайна ГОСТ 2590 - 71
3, c.584, т.4 ]
3 13 [ 1, c.169, т.62 ]
4 14
Згідно із
5 15 [ 4, c.182, т.23;
підвищена ГОСТ 2590 - 71
6 16 3, c.584, т.4 ]
[ 1, c.169, т.62 ]
7 17
8 18 Згідно із
[ 4, c.182, т.23;
9 19 висока ГОСТ 2590 - 71
3, c.584, т.4 ]
10 20 [ 1, c.169, т.62 ]
8