
Page 4 - 181_
P. 4
Задача 1. Розмірний аналіз технологічних схем базування
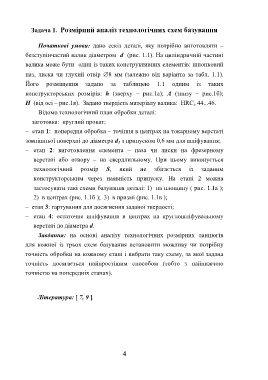
Початкові умови: дано ескіз деталі, яку потрібно виготовляти –
безступінчастий валик діаметром d (рис. 1.1). На циліндричній частині
валика може бути один із таких конструктивних елементів: шпонковий
паз, лиска чи глухий отвір 8 мм (залежно від варіанта за табл. 1.1).
Його розміщення задано за таблицею 1.1 одним із таких
конструкторських розмірів: h (зверху – рис.1а); А (знизу – рис.1б);
H (від осі – рис.1в). Задано твердість матеріалу валика: HRC е 44...46.
Відомо технологічний план обробки деталі:
– заготовка: круглий прокат;
– етап 1: попередня обробка – точіння в центрах на токарному верстаті
зовнішньої поверхні до діаметра d 1 з припуском 0,6 мм для шліфування;
– етап 2: виготовлення елемента – паза чи лиски на фрезерному
верстаті або отвору – на свердлильному. При цьому виконується
технологічний розмір S, який не збігається із заданим
конструкторським через наявність припуску. На етапі 2 можна
застосувати такі схеми базування деталі: 1) на площину ( рис. 1.1а );
2) в центрах (рис. 1.1б ); 3) в призмі (рис. 1.1в );
– етап 3: гартування для досягнення заданої твердості;
– етап 4: остаточне шліфування в центрах на круглошліфувальному
верстаті до діаметра d.
Завдання: на основі аналізу технологічних розмірних ланцюгів
для кожної із трьох схем базування встановити можливу чи потрібну
точність обробки на кожному етапі і вибрати таку схему, за якої задана
точність досягається найпростішим способом (тобто з найнижчою
точністю на попередніх етапах).
Література: [ 7, 9 ].
4