
Page 14 - 181_
P. 14
3.1.2 За методикою [ 6, п.4.3, с.101-105 ] виписати елементи і
знайти допоміжний час за [ 6, дод.5 і 6, с.197-210 ] для трьох операцій.
3.1.3 Виписати норми часу П обс (%) на обслуговування верстата і
П пер (%) на нормовані перерви за [ 6, дод.5-6, с.209-215 ] і для кожного
верстата вивести залежність штучного часу від довжини L обробки,
користуючись загальною формулою
П обс П пер
Т ТТ 1 .
шт 0 д (3.1)
100
3.1.4 За методикою [6, п.2.4, с.39-41] розрахувати годинні зведені
витрати за елементами [6, дод.2 і 4, с.147-150, с.163-171] для трьох
верстатів і вивести остаточні формули залежності технологічної
собівартості кожної операції від довжини L обробки.
3.2 За виведеними формулами з’ясувати вид функції і побудувати
їх графіки, для кожного показника ефективності: основного часу Т о –
рис. 3.1; штучного часу Т шт – рис. 3.2; собівартості С о – рис. 3.3 (на
кожному графіку три лінії – по одній для кожного варіанта технології).
3.3 Графічно та аналітично встановити інтервали довжини L
обробки, для яких застосування даної технології є найбільш ефективним.
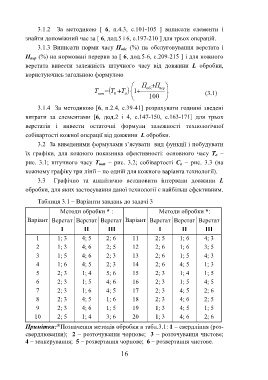
Таблиця 3.1 – Варіанти завдань до задачі 3
Методи обробки * : Методи обробки *:
Варіант Верстат Верстат Верстат Варіант Верстат Верстат Верстат
І ІІ ІІІ І ІІ ІІІ
1 1; 3 4; 5 2; 6 11 2; 5 1; 6 4; 3
2 1; 3 4; 6 2; 5 12 2; 6 1; 6 3; 5
3 1; 5 4; 6 2; 3 13 2; 6 1; 5 4; 3
4 1; 6 4; 5 2; 3 14 2; 6 4; 5 1; 3
5 2; 3 1; 4 5; 6 15 2; 3 1; 4 1; 5
6 2; 3 1; 5 4; 6 16 2; 3 1; 5 4; 5
7 2; 3 1; 6 4; 5 17 2; 3 4; 5 2; 6
8 2; 3 4; 5 1; 6 18 2; 3 4; 6 2; 5
9 2; 3 4; 6 1; 5 19 1; 3 4; 5 1; 5
10 2; 5 1; 4 3; 6 20 1; 3 4; 6 2; 6
Примітки:*Позначення методів обробки в табл.3.1: 1 – свердління (роз-
свердлювання); 2 – розточування чорнове; 3 – розточування чистове;
4 – зенкерування; 5 – розвертання чорнове; 6 – розвертання чистове.
16