
Page 49 - 1250s
P. 49
вже відпрацювали свій ресурс.
Слід зауважити, що конвертування АГТД для умов роботи на компресорних
станціях нерідко вимагає суггєвих змін в їх конструкції — заміни паливної системи,
зміни кріплення двигуна. Вилучення окремих вузлів, перестановки навісних агрегатів
заміни систем регулювання тощо.
Суднові турбіни за своїми характеристиками — поту:жності, щвидкохідності,
здатності працювати при змінній частоті обертання відповідають умовам їх
використання для привода нагнітачів. Порівняно з АГТД вони мають більшу масу на
одиницю потужності, але більш пристосовані для роботи в нормальних атмосферних
умовах, мають більш високий ресурс і техніко-економічні показники.
Перед установленням на компресорній станції для привода нагнітача судновий
газотурбінний двигун подібно до АГТД вимагає проведення аналогічної реконструкції
(заміни наживної системи, системи кріплення, перестановки допоміжних механізмів,
заміни вхідних і вихідних патрубків тощо). На компресорних станціях газотурбінні
двигуни суднового типу установлюються в індивідуальних укриттях, що створює кра-
щі умови для обслуговування агрегатів порівняно з умовами, коли застосовують блок-
контейнери.
Розглянемо особливості відцентрових нагнітачів, що застосовуються на
компресорних станціях.
Основним елементом відцентрового нагнітача є ротор, що складається з
одного або двох робочих коліс, закріплених на валу. Ротор розташований у
бочкоподібному корпусі, що, як правило, не має горизонтального розняття. В
одноступінчатих нагнітачах (рис. 5.3) використовується ротор з консольним
розташуванням робочого колеса. Корпус має глуху торцьову кришку. У
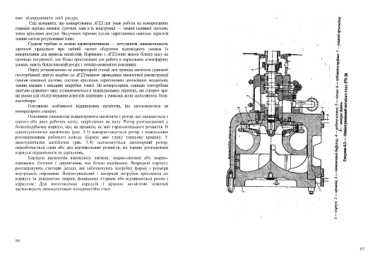
двоступінчатих нагнітачах (рис. 5.4) застосовується двоопорний ротор,
передбачається один або два вертикальних розняття, на торцях розташовані
корпуси підшипників та ущільнень.
Корпуси нагнітачів виконують литими, зварно-литими або зварно-
кованими. Останні є дорожчими, але більш надійними. Всередині корпусу
розташовують статорні деталі, які забезпечують потрібну форму і розміри
внутрішніх порожнин. Всмоктувальний і напірний патрубки кріпляться до
корпусу за допомогою зварки, фланцевих з'єднань або відливаються разом з
корпусом. Для виготовлення корпусів і кришок нагнітачів зазвичай
застосовують низьколеговані холодностійкі сталі.
96
97