
Page 99 - 6902
P. 99
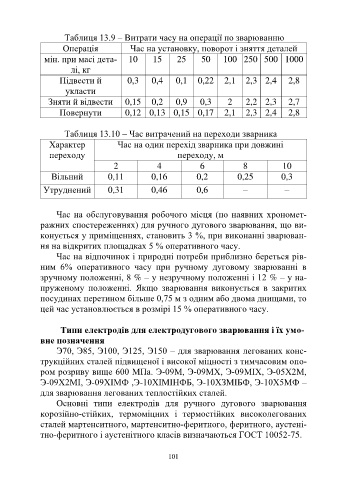
Таблиця 13.9 – Витрати часу на операції по зварюванню
Операція Час на установку, поворот і зняття деталей
мін. при масі дета- 10 15 25 50 100 250 500 1000
лі, кг
Підвести й 0,3 0,4 0,1 0,22 2,1 2,3 2,4 2,8
укласти
Зняти й відвести 0,15 0,2 0,9 0,3 2 2,2 2,3 2,7
Повернути 0,12 0,13 0,15 0,17 2,1 2,3 2,4 2,8
Таблиця 13.10 – Час витрачений на переходи зварника
Характер Час на один перехід зварника при довжині
переходу переходу, м
2 4 6 8 10
Вільний 0,11 0,16 0,2 0,25 0,3
Утруднений 0,31 0,46 0,6 – –
Час на обслуговування робочого місця (по наявних хрономет-
ражних спостереженнях) для ручного дугового зварювання, що ви-
конується у приміщеннях, становить 3 %, при виконанні зварюван-
ня на відкритих площадках 5 % оперативного часу.
Час на відпочинок і природні потреби приблизно береться рів-
ним 6% оперативного часу при ручному дуговому зварюванні в
зручному положенні, 8 % – у незручному положенні і 12 % – у на-
пруженому положенні. Якщо зварювання виконується в закритих
посудинах перетином більше 0,75 м з одним або двома днищами, то
цей час установлюється в розмірі 15 % оперативного часу.
Типи електродів для електродугового зварювання і їх умо-
вне позначення
Э70, Э85, Э100, Э125, Э150 – для зварювання легованих конс-
трукційних сталей підвищеної і високої міцності з тимчасовим опо-
ром розриву вище 600 МПа. Э-09М, Э-09МХ, Э-09МІХ, Э-05Х2М,
Э-09Х2МІ, Э-09ХІМФ ,Э-10ХІМІНФБ, Э-10ХЗМІБФ, Э-10Х5МФ –
для зварювання легованих теплостійких сталей.
Основні типи електродів для ручного дугового зварювання
корозійно-стійких, термоміцних і термостійких високолегованих
сталей мартенситного, мартенситно-феритного, феритного, аустені-
тно-феритного і аустенітного класів визначаються ГОСТ 10052-75.
101