
Page 94 - 6902
P. 94
При зварюванні тонкопокритими електродами =7,5 г/см; тов-
стопокритими – =7,8 г/см. Площа Р підраховують по сумі площ
н
елементарних геометричних фігур, на які вона може бути розбита.
Для електродугового зварювання необхідні розміри конструк-
тивних елементів швів зварених з'єднань беруть із керівних доку-
ментів і креслень зварених вузлів.
Коефіцієнт витрати при зварюванні покритими електродами:
,
k D 0 k 0 f ш (13.7)
p
де k – коефіцієнт, що враховує втрати електродів на недогарки,
0
представляє відношення довжини стрижня електрода до частини,
що розплавляється;
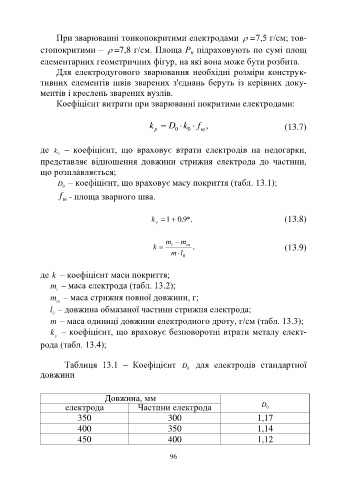
D – коефіцієнт, що враховує масу покриття (табл. 13.1);
0
f ш - площа зварного шва.
k y 1 9 , 0 *, (13.8)
m m
k i сп , (13.9)
m l 0
де k – коефіцієнт маси покриття;
m – маса електрода (табл. 13.2);
i
m – маса стрижня повної довжини, г;
сп
l – довжина обмазаної частини стрижня електрода;
0
m – маса одиниці довжини електродного дроту, г/см (табл. 13.3);
k – коефіцієнт, що враховує безповоротні втрати металу елект-
y
рода (табл. 13.4);
Таблиця 13.1 – Коефіцієнт D для електродів стандартної
0
довжини
Довжина, мм
електрода Частини електрода D
0
350 300 1,17
400 350 1,14
450 400 1,12
96