
Page 98 - 6902
P. 98
Перетин шва визначається розрахунком площ елементарних ге-
ометричних фігур, на які можна його розділити.
Допоміжний час складається із часу, зв'язаного зі зварюванням
шва, і часу, зв'язаного зі зварюванням виробу. Допоміжний час,
зв'язаний зі зварюванням шва, включає час, затрачуваний на зміну
електродів h, вимір і огляд шва, зачищення шва й крайок.
Час на зміну електродів:
h h F l , (13.14)
змін ш ш
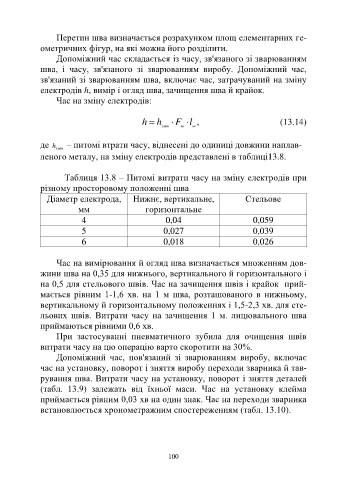
де h – питомі втрати часу, віднесені до одиниці довжини наплав-
змін
леного металу, на зміну електродів представлені в таблиці13.8.
Таблиця 13.8 – Питомі витрати часу на зміну електродів при
різному просторовому положенні шва
Діаметр електрода, Нижнє, вертикальне, Стельове
мм горизонтальне
4 0,04 0,059
5 0,027 0,039
6 0,018 0,026
Час на вимірювання й огляд шва визначається множенням дов-
жини шва на 0,35 для нижнього, вертикального й горизонтального і
на 0,5 для стельового швів. Час на зачищення швів і крайок прий-
мається рівним 1-1,6 хв. на 1 м шва, розташованого в нижньому,
вертикальному й горизонтальному положеннях і 1,5-2,3 хв. для сте-
льових швів. Витрати часу на зачищення 1 м. лицювального шва
приймаються рівними 0,6 хв.
При застосуванні пневматичного зубила для очищення швів
витрати часу на цю операцію варто скоротити на 30%.
Допоміжний час, пов'язаний зі зварюванням виробу, включає
час на установку, поворот і зняття виробу переходи зварника й тав-
рування шва. Витрати часу на установку, поворот і зняття деталей
(табл. 13.9) залежать від їхньої маси. Час на установку клейма
приймається рівним 0,03 хв на один знак. Час на переходи зварника
встановлюється хронометражним спостереженням (табл. 13.10).
100