
Page 97 - 6902
P. 97
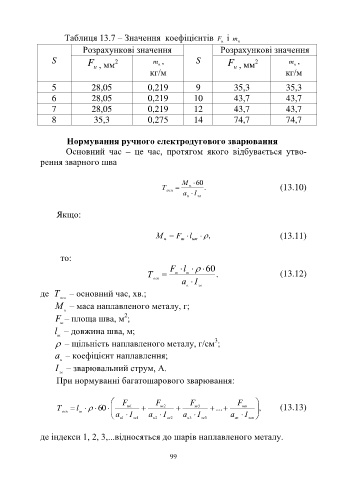
Таблиця 13.7 – Значення коефіцієнтів F і m
н
н
Розрахункові значення Розрахункові значення
S F н , мм m , S F н , мм m ,
2
2
н
н
кг/м кг/м
5 28,05 0,219 9 35,3 35,3
6 28,05 0,219 10 43,7 43,7
7 28,05 0,219 12 43,7 43,7
8 35,3 0,275 14 74,7 74,7
Нормування ручного електродугового зварювання
Основний час – це час, протягом якого відбувається утво-
рення зварного шва
М 60
Т н . (13.10)
осн
а н І зв
Якщо:
М н F ш l шв , (13.11)
то:
F l 60
Т ш ш . (13.12)
осн
а І
н зв
де Т – основний час, хв.;
осн
М – маса наплавленого металу, г;
н
2
F – площа шва, м ;
ш
l – довжина шва, м;
ш
3
– щільність наплавленого металу, г/см ;
а – коефіцієнт наплавлення;
н
І – зварювальний струм, А.
зв
При нормуванні багатошарового зварювання:
F F F F
Т l 60 ш 1 ш 2 ш 3 ... шn , (13.13)
осн ш а І а І а І а І
н 1 зв 1 н 2 зв 2 н 3 зв 3 нn звn
де індекси 1, 2, 3,...відносяться до шарів наплавленого металу.
99