
Page 61 - 6845
P. 61
розподілу і метод точкових діаграм), суть яких полягає в
багатократному вимірюванні дійсних розмірів виробів або похибок
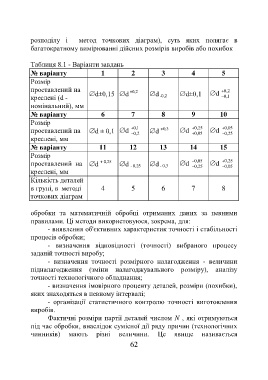
Таблиця 8.1 - Варіанти завдань
№ варіанту 1 2 3 4 5
Розмір
проставлений на +0,2 0,2
креслені (d - d±0,15 d d -0,2 d±0,1 d 0,1
номінальний), мм
№ варіанту 6 7 8 9 10
Розмір
0,1
проставлений на d ± 0,1 d 0,2 d +0,3 d 0,25 d 0,05
0,25
0,05
креслені, мм
№ варіанту 11 12 13 14 15
Розмір
проставлений на d + 0,25 d - 0,25 d - 0,3 d 0,05 d 0,25
0,05
0,25
креслені, мм
Кількість деталей
в групі, в методі 4 5 6 7 8
точкових діаграм
обробки та математичній обробці отриманих даних за певними
правилами. Ці методи використовуюся, зокрема, для:
- виявлення об'єктивних характеристик точності і стабільності
процесів обробки;
- визначення відповідності (точності) вибраного процесу
заданій точності виробу;
- визначення точності розмірного налагодження - величини
підналагодження (зміни налагоджувального розміру), аналізу
точності технологічного обладнання;
- визначення імовірного проценту деталей, розміри (похибки),
яких знаходяться в певному інтервалі;
- організації статистичного контролю точності виготовлення
виробів.
Фактичні розміри партії деталей числом N , які отримуються
під час обробки, внаслідок сумісної дії ряду причин (технологічних
чинників) мають різні величини. Це явище називається
62