
Page 136 - 6794
P. 136
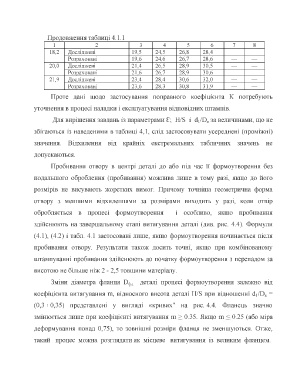
Продовження таблиці 4.1.1
1 2 3 4 5 6 7 8
18,2 Досліджені 19,5 24,5 26,8 28,4 — —
Розраховані 19,6 24,6 26,7 28,6 — —
20,0 Досліджені 21,4 26,5 28,9 30,5 — —
Розраховані 21,6 26,7 28,9 30,6 — —
21,9 Досліджені 23,4 28,4 30,6 32,0 — —
Розраховані 23,6 28,3 30,8 31,9 — —
Проте дані щодо застосування поправного коефіцієнта К потребують
уточнення в процесі наладки і експлуатування відповідних штампів.
Для вирішення завдань із параметрами £; НУ Б і сііЮв за величинами, що не
збігаються із наведеними в таблиці 4,1, слід застосовувати усереднені (проміжні)
значення. Відхилення від крайніх екстремальних табличних значень не
допускаються.
Пробивання отвору в центрі деталі до або під час її формоутворення без
подальшого оброблення (пробивання) можлива лише в тому разі, якщо до його
розмірів не висувають жорстких вимог. Причому точніша геометрична форма
отвору з меншими відхиленнями за розмірами виходить у разі, коли отвір
обробляється в процесі формоутворення і особливо, якщо пробивання
здійснюють на завершальному етапі витягування деталі (див. рис. 4.4). Формули
(4.1), (4.2) і табл. 4.1 застосовані лише, якщо формоутворення починається після
пробивання отвору. Результати також досить точні, якщо при комбінованому
штампуванні пробивання здійснюють до початку формоутворення з перепадом за
висотою не більше ніж 2 - 2,5 товщини матеріалу.
Зміни діаметра фланця Офл деталі процесі формоутворення залежно від
коефіцієнта витягування т , відносного висота деталі НУБ при відношенні сІ|/Ои =
(0,3 : 0,35) представлені у вигляді «кривих" на рис. 4.4. Фланець значно
змінюється лише при коефіцієнті витягування т > 0.35. Якщо т < 0.25 (або міра
деформування понад 0,75), то зовнішні розміри фланця не зменшуються. Отже,
такий процес можна розглядати як місцеве витягування із великим фланцем.