
Page 132 - 6794
P. 132
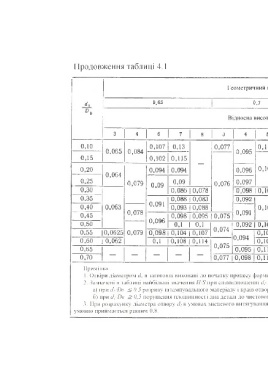
Продовження таблиці 4.1
Л — £>
Геометричний параметр е = — ----------- = 1 — т
^заг
4. 0,65 0,7 0,75 | 0.8
*>в
Відносна висота витяжки ----- (або Н при 5 = 1 мм)
О
3 4 6 7 8 3 4 5 6 3 4 5 6 3 4 5
0,10 0,107 0,13 0,077 0,113 0,12 0,13 0,13
0,065 0,084 0,095 0,12 0,13 0,16 0,17
0,15 0,102 0,115 0,12
— 0,105 0,115
0,20 0,094 0,094 0,096 0,109 0,118
0,064 0,105 0,12 0,15 0,16
0,25 0,079 0,09 0,09 0,076 0,097 0,104 0,11 0,116
0,30 0,086 | 0,078 0,098 0,108 0,102 0,118 0,12
0,35 0,088 | 0,083 0,092 0,098 0,12 0,125 0,117 0,14 0,15
0,091
0,40 0,063 0,093 | 0,088 0,103 0,1 0 ,1 1 4 )0 ,1 2 8 1 0 ,1 3 5 0,118
0,078 0,091
0,45 0,098 | 0,095 | 0,075 0,102 0,115 0,12
0,096
0,50 0,1 | 0,1 0,092 0,104 | 0,104 0,124
0,074
0,55 10,0625 0,079 0,098 1 0,104 | 0,107 0,107 | 0,108 0,104 — —
0,094 — — 0,128
0,60 \ 0,062 0,1 | 0,108 | 0,114 0,108 —
0,075
0,65 0,095 | 0,111 —
— — — — —
0,70 0,077 0,098 | 0,114 —
Примітка:
1. Отвіри діаметром (іі в заготовці виконані до початку процесу формоутворення.
2. Зазначені в таблиці найбільші значення Н/8 при співвідношенні сії/Бв і геометричному параметрі £ є граничним. Зростання призводить:
а) при сії/Ов <0,5 розриву штампувального матеріалу і країв отвору;
б) при сІїЮв >0,5 порушення площинності дна деталі до чистового відбортування (без витягування).
3. При розрахунку діаметра отвору Д в умовах місцевого витягування (з великим фланцем) у всіх випадках значення геометричного параметра Е
умовно приймається рівним 0,8.