
Page 135 - 6794
P. 135
Такий результат цілком прийнятний у разі використання описаного методу
для розширення зони деформування матеріалу при формоутворенні і для
скорочення кількості технологічних операцій слід зазначити, що значення
коефіцієнта К, наведені в таблиці.4.1, дійсні лише для вихідних даних, прийнятих
у представленому експерименті, за відносної товщини заготовки
5-100 /1-100
£>__г „ = Ш-
V 81
Для інших значень відносної товщини заготовки коефіцієнт К необхідно
коригувати множенням ного на величину с Ія-іоо : 1,11
£>
Отже, для розрахунку отвору у формозміних напівфабрикатах із
параметрами, що відрізняються від прийнятих у експеременті, необхідно
використовувати наближену формулу сі, сі,Нє
Сй)„
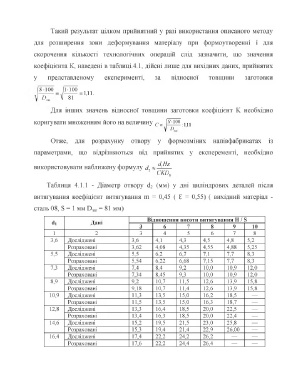
Таблиця 4.1.1 - Діаметр отвору й2 (мм) у дні циліндрових деталей після
витягування коефіцієнт витягування т = 0,45 ( £ = 0,55) ( вихідний матеріал -
сталь 08, 8 = 1 мм Озаг = 81 мм)
В ід н о ш е н н я в и с о т и в и т я г у в а н н я Н / 8
сії Д а н і
3 6 7 8 9 10
1 2 3 4 5 6 7 8
3,6 Досліджені 3,6 4,1 4,3 4,5 4,8 5,2
Розраховані 3,62 4,08 4,35 4,55 4,88 5,25
5,5 Досліджені 5,5 6,2 6,7 7,1 7,7 8,3
Розраховані 5,54 6,22 6,68 7,15 7,7 8,3
7,3 Досліджені 7,4 8,4 9,2 10,0 10,9 12,0
Розраховані 7,34 8,45 9,3 10,0 10,9 12,0
8,9 Досліджені 9,2 10,7 П,5 12,6 13,9 15,8
Розраховані 9,18 10,7 П,4 12,6 13,9 15,8
10,9 Досліджені п,з 13,5 15,0 16,2 18,5 —
Розраховані П,5 13,5 15,0 16,3 18,7 —
12,8 Досліджені 13,3 16,4 18,5 20,0 22,5 —
Розраховані 13,4 16,3 18,5 20,0 22,4 —
14,6 Досліджені 15,2 19,5 21,5 23,0 25,8 —
Розраховані 15,3 19,4 21,4 22,9 26,00 —
16,4 Досліджені 17,4 22,2 24,2 26,2 — —
Розраховані 17,6 22,2 24,4 26,4 — —