
Page 36 - 6767
P. 36
Операційна партія – виробнича партія або її частина, яка посту-
пає на робоче місце для виконання технологічної операції.
Кількість деталей в партії для одночасного запуску в виробництво
визначається за формулою:
B a
n , (2.11)
Ф
де В - річна програма випуску, шт./рік;
Ф - кількість робочих днів у році, дні;
а - періодичність запуску, дні.
Приймаються такі періоди запуску заготовок в виробництво: 3, 6,
12, 24 дні. В серійному виробництві в залежності від кількості дета-
лей у партії, трудомісткості їх виготовлення, періодичності їх запуску
в виробництво протягом року розрізняють виробництво дрібно-, сере-
дньо- та великосерійне (табл. 2.5).
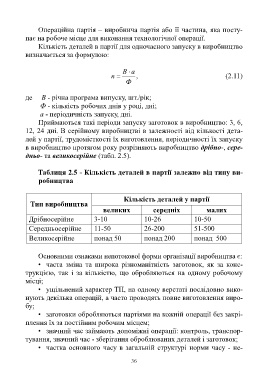
Таблиця 2.5 - Кількість деталей в партії залежно від типу ви-
робництва
Кількість деталей у партії
Тип виробництва
великих середніх малих
Дрібносерійне 3-10 10-26 10-50
Середньосерійне 11-50 26-200 51-500
Великосерійне понад 50 понад 200 понад 500
Основними ознаками непотокової форми організації виробництва є:
• часта зміна та широка різноманітність заготовок, як за конс-
трукцією, так і за кількістю, що обробляються на одному робочому
місці;
• ущільнений характер ТП, на одному верстаті послідовно вико-
нують декілька операцій, а часто проводять повне виготовлення виро-
бу;
• заготовки обробляються партіями на кожній операції без закрі-
плення їх за постійним робочим місцем;
• значний час займають допоміжні операції: контроль, транспор-
тування, значний час - зберігання оброблюваних деталей і заготовок;
• частка основного часу в загальній структурі норми часу - не-
36