
Page 104 - 6767
P. 104
Тип заточувального верстату залежить від виду заточуваного
інструменту.
В складі заточувальних відділень повинні бути верстати для за-
точування:
- різців токарних, стругальних, автоматних, револьверних;
- різців, оснащених твердим сплавом (спеціальні двосторонні ве-
рстати, які мають два шліфувальні диски);
- фрез (універсально-заточувальні);
- зуборізних різців до зубостругальних верстатів;
- довбачів (універсально-точильний або шліфувальний, або уні-
версально-заточувальний з пристроєм);
- протяжок;
- плашок;
- мітчиків та ін.
Після заточування інструмент може підлягати доведенню. Для
отримання правильного контуру леза, знищуються штрихи і нерівнос-
ті.
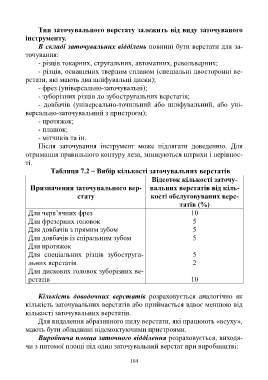
Таблиця 7.2 – Вибір кількості заточувальних верстатів
Відсоток кількості заточу-
Призначення заточувального вер- вальних верстатів від кіль-
стату кості обслуговуваних верс-
татів (%)
Для черв’ячних фрез 10
Для фрезерних головок 5
Для довбачів з прямим зубом 5
Для довбачів із спіральним зубом 5
Для протяжок
Для спеціальних різців зубоструга- 5
льних верстатів 2
Для дискових головок зуборізних ве-
рстатів 10
Кількість доводочних верстатів розраховується аналогічно як
кількість заточувальних верстатів або приймається вдвоє меншою від
кількості заточувальних верстатів.
Для видалення абразивного пилу верстати, які працюють «всуху»,
мають бути обладнані відсмоктуючими пристроями.
Виробнича площа заточного відділення розраховується, виходя-
чи з питомої площі під один заточувальний верстат при виробництві:
104