
Page 34 - 6762
P. 34
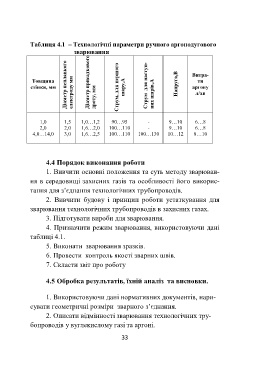
Таблиця 4.1 – Технологічні параметри ручного аргонодугового
зварювання
Діаметр неплавкого Напруга,В
ти
Товщина Діаметр присадкового Витра-
стінки, мм електроду мм дроту, мм Струм, для першого шару,А Струм для наступ- них шарів,А аргону
л/хв
1,0 1,5 1,0…1,2 90…95 - 9…10 6…8
2,0 2,0 1,6…2,0 100…110 - 9…10 6…8
4,0…14,0 3,0 1,6…2,5 100…110 100…130 10…12 8…10
4.4 Порядок виконання роботи
1. Вивчити основні положення та суть методу зварюван-
ня в середовищі захисних газів та особливості його викорис-
тання для з’єднання технологічних трубопроводів.
2. Вивчити будову і принцип роботи устаткування для
зварювання технологічних трубопроводів в захисних газах.
3. Підготувати вироби для зварювання.
4. Призначити режим зварювання, використовуючи дані
таблиці 4.1.
5. Виконати зварювання зразків.
6. Провести контроль якості зварних швів.
7. Скласти звіт про роботу
4.5 Обробка результатів, їхній аналіз та висновки.
1. Використовуючи дані нормативних документів, нари-
сувати геометричні розміри зварного з’єднання.
2. Описати відмінності зварювання технологічних тру-
бопроводів у вуглекислому газі та аргоні.
33