
Page 32 - 6762
P. 32
чує високу стійкість вольфрамового електрода. Це пояснюєть-
ся тим, що в електричній дузі найбільша кількість теплоти
виділяється на аноді. При зворотній полярності різко підви-
щуються нагрівання електродів і їх витрата.
Разом з тим дуга зворотної полярності має досить важ-
ливу властивість - усуває з поверхні заготовки оксиди і забру-
днення. Особливо важлива ця властивість при зварюванні
деталей з алюмінієвих сплавів, на поверхні яких завжди зна-
ходиться тугоплавка оксидна плівка Al 2 O 3 . Проте, оскільки
при постійному струмі зворотної полярності стійкість елект-
родів низька, для зварювання сплавів алюмінію, магнію, бери-
лію використовують змінний струм.
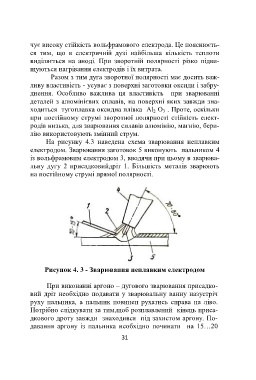
На рисунку 4.3 наведена схема зварювання неплавким
електродом. Зварювання заготовок 5 виконують пальником 4
із вольфрамовим електродом 3, вводячи при цьому в зварюва-
льну дугу 2 присадковийдріт 1. Більшість металів зварюють
на постійному струмі прямої полярності.
Рисунок 4. 3 - Зварювання неплавким електродом
При виконанні аргоно – дугового зварювання присадко-
вий дріт необхідно подавати у зварювальну ванну назустріч
руху пальника, а пальник повинен рухатись справа на ліво.
Потрібно слідкувати за тим,щоб розплавлений кінець приса-
дкового дроту завжди знаходився під захистом аргону. По-
давання аргону із пальника необхідно починати на 15…20
31