
Page 166 - 6732
P. 166
166
0.6
_____________________________________________________________________________________________
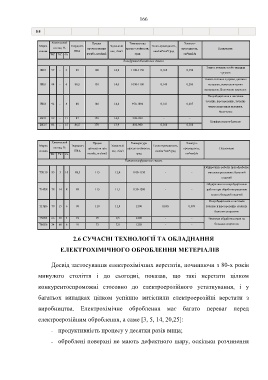
Химический Предел Температура Электро-
Марка Твердость Удельный Тепло-проводность,
состав, % прочности при красно-стойкости, проводность, Назначение
сплава HRA вес, г/см3 кал/см*сек*град
WC TiC Со изгибе, кгс/мм2 град ом*мм2/м
Вольфрамокобальтовые сплавы
Тонкое точение особо твердых
ВК3 97 - 3 89 100 14,9 1100-1150 0,169 0,198
чугунов
Тонкое точение чугунов, цветных
ВК6 94 - 6 88,5 130 14,6 1050-1100 0,145 0,206 металлов, неметаллических
материалов. Волочение проволок
Полуобдирочное и чистовое
точение, фрезерование, точение
ВК8 92 - 8 88 140 14,4 950-1000 0,141 0,207
чугуна и цветных металлов.
Волочение
ВК11 89 - 11 87 150 14,0 900-900 - -
Перфораторное бурение
ВК15 85 - 15 86,5 170 13,9 850-900 0,168 0,188
Химический Предел Температура Электро-
Марка Твердость Удельный Тепло-проводность,
состав, % прочности при красно-стойкости, проводность, Назначение
сплава HRA вес, г/см3 кал/см*сек*град
WC TiC Со изгибе, кгс/мм2 град ом*мм2/м
Титановольфрамовые сплавы
Обдирочные работы при обработке
Т5К10 85 5 10 88,5 115 12,4 1100-1150 - - металлов резанием с большой
подачей
Обдирочные и полуобдирочные
Т14К8 78 14 8 89 115 11,1 1150-1200 - - работы при обработке резанием
стали с большой подачей
Полуобдирочное и чистовое
Т15К6 79 15 6 90 110 11,0 1200 0,065 0,399 точение и фрезерование стали на
больших скоростях
Т30К4 66 30 4 91 95 9,5 1200 - - Чистовая обработка стали на
Т60К6 34 60 6 91 75 7,0 1250 - - больших скоростях
2.6 СУЧАСНІ ТЕХНОЛОГІЇ ТА ОБЛАДНАННЯ
ЕЛЕКТРОХІМІЧНОГО ОБРОБЛЕННЯ МЕТЕРІАЛІВ
Досвід застосування електрохімічних верстатів, починаючи з 80-х років
минулого століття і до сьогодні, показав, що такі нерстати цілком
конкурентоспроможні стосовно до електроерозійного устаткування, і у
багатьох випадках цілком успішно витіснили електроерозійні верстати з
виробництва. Електрохімічне оброблення має багато переваг перед
електроерозійним оброблення, а саме [3, 5, 14, 20,25]:
- продуктивність процесу у десятки разів вища;
- оброблені поверхні не мають дефектного шару, оскільки розчинення