
Page 169 - 6732
P. 169
169
Отже, сучасний рівень розвитку ЕХО є кращий порівняно з більшістю
відомих методів фінішного оброблення за досяжними параметрами
шорсткості.
Шорсткість поверхні не є єдиною і головною оцінкою ефективності ЕТ-
технології під час виконання електрохімічної операції. Зокрема, за циклічних
навантажень найважливішими є
такі показники, як форма мікронерівностей та шорсткість. ЕХО сталей
створює мікрорельєф з плавнішим контуром нерівностей, ніж шліфування. За
відсутності спадкової шорсткості і макро- дефектів значення параметрів
шорсткості при ЕХО фактично не залежить (у межах точності проведення
вимірювань) від прийнятого напряму вимірювання, який істотно відрізняє
електрохімічне оброблення від класичних методів оброблення різанням, для
яких характерна певна спрямованість рисок до леза інструмента.
На операціях прецизійного і фінішного формоутворення
електрохімічний верстат, що працює за ЕТ-технологією, дає змогу у 10-100
разів швидше обробляти деталь, ніж верстати конкуруючих технологій
(наприклад, електроерозія і багатокоординатне швидкісне фрезерування).
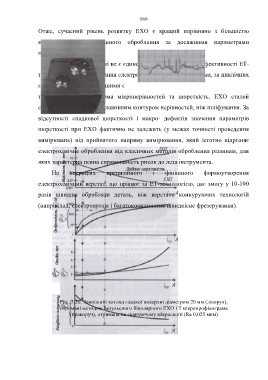
Рис. 3.20. Зовнішній вигляд гладкої поверхні діаметром 20 мм (ліворуч),
отримані методом імпульсного біполярного ЕХО і її мікропрофілограма
(праворуч), отримана на скануючому мікроскопі (Ra 0,025 мкм)