
Page 12 - 6732
P. 12
12
дрібні металеві кульки, які утворюються внаслідок електричної ерозії
електродів. Учені вирішили підсилити ефект руйнування і спробували
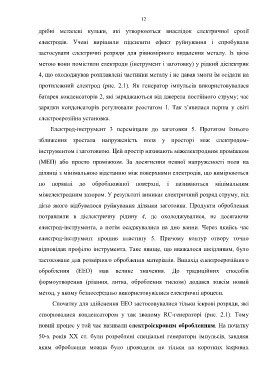
застосувати електричні розряди для рівномірного видалення металу. Із цією
метою вони помістили електроди (інструмент і заготовку) у рідкий діелектрик
4, що охолоджував розплавлені частинки металу і не давав змоги їм осідати на
протилежний електрод (рис. 2.1). Як генератор імпульсів використовувалася
батарея конденсаторів 2, які заряджаються від джерела постійного струму; час
зарядки конденсаторів регулювали реостатом 1. Так з’явилася перша у світі
слсктроерозійна установка.
Електрод-інструмент 3 переміщали до заготовки 5. Протягом їхнього
зближення зростала напруженість поля у просторі між електродом-
інструментом і заготовкою. Цей простір називають міжелектродним проміжком
(МЕП) або просто проміжком. За досягнення певної напруженості поля на
ділянці з мінімальною відстанню між поверхнями електродів, що вимірюються
по нормалі до оброблюваної поверхні, і називаються мінімальним
міжелектродним зазором. У результаті виникає електричний розряд струму, під
дією якого відбувалося руйнування ділянки заготовки. Продукти оброблення
потрапляли в діелектричну рідину 4, де охолоджувалися, не досягаючи
електрод-інструмента, а потім осаджувалися на дно ванни. Через якийсь час
електрод-інструмент прошив пластину 5. Причому контур отвору точно
відповідав профілю інструмента. Таке явище, що вважалося шкідливим, було
застосоване для розмірного оброблення матеріалів. Винахід електроерозійного
оброблення (ЕЕО) мав велике значення. До традиційних способів
формоутворення (різання, литва, оброблення тиском) додався зовсім новий
метод, у якому безпосередньо використовувалися електричні процеси.
Спочатку для здійснення ЕЕО застосовувалися тільки іскрові розряди, які
створювалися конденсатором у так званому RС-генераторі (рис. 2.1). Тому
новий процес у той час називали електроіскровим обробленням. На початку
50-х років XX ст. були розроблені спеціальні генератори імпульсів, завдяки
яким оброблення можна було проводити не тільки на коротких іскрових