
Page 96 - 6155
P. 96
додаткової механічної обробки виливки. Обидва способи
дозволяють отримувати деталі хорошої якості і без викривлень, а
вибір між ними визначається товщиною стінок виливки.
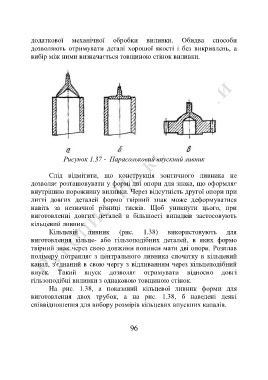
Рисунок 1.37 - Парасольковий впускний ливник
Слід відмітити, що конструкція зонтичного ливника не
дозволяє розташовувати у формі дві опори для знака, що оформляє
внутрішню порожнину виливки. Через відсутність другої опори при
литті довгих деталей формо твірний знак може деформуватися
навіть за незначної різниці тисків. Щоб уникнути цього, при
виготовленні довгих деталей в більшості випадків застосовують
кільцевий ливник.
Кільцевій ливник (рис. 1.38) використовують для
виготовлення кільце- або гільзоподібних деталей, в яких формо
твірний знак через свою довжини повинен мати дві опори. Розплав
полімеру потрапляє з центрального ливника спочатку в кільцевий
канал, з'єднаний в свою чергу з відливанням через кільцеподібний
впуск. Такий впуск дозволяє отримувати відносно довгі
гільзоподібні виливки з однаковою товщиною стінок.
На рис. 1.38, а показаний кільцевої ливник форми для
виготовлення двох трубок, а на рис. 1.38, б наведені деякі
співвідношення для вибору розмірів кільцевих впускних каналів.
96