
Page 95 - 6155
P. 95
варіант І показаний на рис. 1.35, г, оскільки в цьому випадку ливник
легко відділяється.
Приймаються наступні розміри впуску.
Для варіанту I:
- довжина 1 = 0,7-1,0 мм; висота h = 0,7 kt,
де k - стала, залежна від матеріалу;
t - товщина виливки в місці входу впуску, мм.
Для варіанту II:
l 1 = h 1; h 1 = k⸱t , (1.43)
Цей впуск може використовуватися для різних термопластів.
Він забезпечує отримання виливків без холодних спаїв.
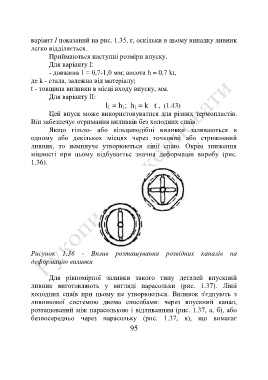
Якщо гільзо- або кільцеподібні виливки заливаються в
одному або декількох місцях через точковий або стрижневий
ливник, то неминуче утворюються лінії спаю. Окрім зниження
міцності при цьому відбуваєтьс значна деформація виробу (рис.
1.36).
Рисунок 1.36 - Вплив розташування розвідних каналів на
деформацію виливки
Для рівномірної заливки такого типу деталей впускний
ливник виготовляють у вигляді парасольки (рис. 1.37). Лінії
холодних спаїв при цьому не утворюються. Виливок з'єднують з
ливникової системою двома способами: через впускний канал,
розташований між парасолькою і відливанням (рис. 1.37, а, б), або
безпосередньо через парасольку (рис. 1.37, в), що вимагає
95