
Page 12 - 4894
P. 12
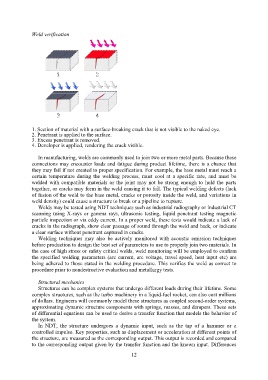
Weld verification
1. Section of material with a surface-breaking crack that is not visible to the naked eye.
2. Penetrant is applied to the surface.
3. Excess penetrant is removed.
4. Developer is applied, rendering the crack visible.
In manufacturing, welds are commonly used to join two or more metal parts. Because these
connections may encounter loads and fatigue during product lifetime, there is a chance that
they may fail if not created to proper specification. For example, the base metal must reach a
certain temperature during the welding process, must cool at a specific rate, and must be
welded with compatible materials or the joint may not be strong enough to hold the parts
together, or cracks may form in the weld causing it to fail. The typical welding defects (lack
of fusion of the weld to the base metal, cracks or porosity inside the weld, and variations in
weld density) could cause a structure to break or a pipeline to rupture.
Welds may be tested using NDT techniques such as industrial radiography or industrial CT
scanning using X-rays or gamma rays, ultrasonic testing, liquid penetrant testing magnetic
particle inspection or via eddy current. In a proper weld, these tests would indicate a lack of
cracks in the radiograph, show clear passage of sound through the weld and back, or indicate
a clear surface without penetrant captured in cracks.
Welding techniques may also be actively monitored with acoustic emission techniques
before production to design the best set of parameters to use to properly join two materials. In
the case of high stress or safety critical welds, weld monitoring will be employed to confirm
the specified welding parameters (arc current, arc voltage, travel speed, heat input etc) are
being adhered to those stated in the welding procedure. This verifies the weld as correct to
procedure prior to nondestructive evaluation and metallurgy tests.
Structural mechanics
Structures can be complex systems that undergo different loads during their lifetime. Some
complex structures, such as the turbo machinery in a liquid-fuel rocket, can also cost millions
of dollars. Engineers will commonly model these structures as coupled second-order systems,
approximating dynamic structure components with springs, masses, and dampers. These sets
of differential equations can be used to derive a transfer function that models the behavior of
the system.
In NDT, the structure undergoes a dynamic input, such as the tap of a hammer or a
controlled impulse. Key properties, such as displacement or acceleration at different points of
the structure, are measured as the corresponding output. This output is recorded and compared
to the corresponding output given by the transfer function and the known input. Differences
12