
Page 129 - 4737
P. 129
Наведений результат показує, що при виконанні фрезерної
операції, яка є вузьким місцем, існує найменший резерв часу: недо-
вантаженість складає одну зміну. Використання цього резерву часу,
як показують розрахунки, забезпечується з імовірністю P=0,02.
Отже, імовірність використання додаткового фонду часу при екс-
плуатації даного верстату (робочого місця) становить
P 1 P 1 , 0 02 , 0 98, що викликає необхідність існування до-
даткового резервного часу у його роботі, яке складає ≈ 6 змін.
Представлена математико-статистична оцінка необхідності резерв-
ного фонду часу у роботі верстатів дає можливість визначити і не-
обхідну кількість резервного (додаткового) обладнання та його за-
вантаження.
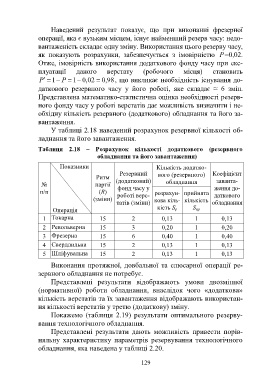
У таблиці 2.18 наведений розрахунок резервної кількості об-
ладнання та його завантаження.
Таблиця 2.18 – Розрахунок кількості додаткового (резервного
обладнання та його завантаження)
Показники Кількість додатко-
Резервний вого (резервного) Коефіцієнт
Ритм
(додатковий) обладнання заванта-
№ партії
фонд часу у ження до-
п/п (R) розрахун- прийнята
(зміни) роботі верс- даткового
татів (зміни) кова кіль- кількість обладнання
Операція кість S р S пр
1 Токарна 15 2 0,13 1 0,13
2 Револьверна 15 3 0,20 1 0,20
3 Фрезерна 15 6 0,40 1 0,40
4 Свердлильна 15 2 0,13 1 0,13
5 Шліфувальна 15 2 0,13 1 0,13
Виконання протяжної, довбальної та слюсарної операції ре-
зервного обладнання не потребує.
Представлені результати відображають умови двозмінної
(нормативної) роботи обладнання, внаслідок чого «додаткова»
кількість верстатів та їх завантаження відображають використан-
ня кількості верстатів у третю (додаткову) зміну.
Покажемо (таблиця 2.19) результати оптимального резерву-
вання технологічного обладнання.
Представлені результати дають можливість привести порів-
няльну характеристику параметрів резервування технологічного
обладнання, яка наведена у таблиці 2.20.
129